Email:sales@chrome-moly-pipe.com
Need help? Contact Us! +86 13733279413
Email:sales@chrome-moly-pipe.com
Need help? Contact Us! +86 13733279413


Basic Characteristics and Application of A335 P91 Steel.
A335 P91 steel is a medium alloy heat-resistantsteel produced in accordance with the United States ASME standard, part of 9Cr-1MoV steel, an improved 9Cr-1Mo steel, which is essentially based on the original P9 steel with enhanced elements V, Nb, N and so on to form a kind of new steel. In the conventional carbon content, the organization is characterized by martensite, which filled the low alloy pearliticheat-resistant steel and high alloy austenitic heat-resistant steel between the vacancies.
In the end of 20th century P91 has been widely used in power plant equipment in Britain,the United States, Germany and other foreign power plants are Because P91 steelhas high temperature strength, high oxidation resistance and creep resistance and other characteristics.
P91 steel chemical composition andmechanical properties in Table 1, Table 2.

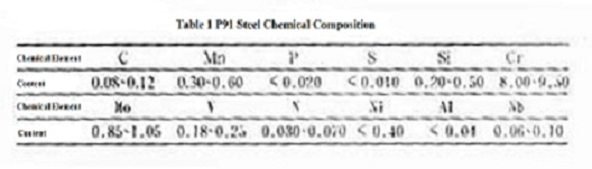

A335 P91 steel is alloy steel so alloy content is high. Cr, Mo element content reached 9.50% and 1.05%, so that it has considerable air quenching, Cr, Mo, Mn, Ni and other elements can significantly improve the steel Hardening [1], in the welding process it prone to crack. Studie shave shown that , in the preheat conditions, welding cracks up to 100%, in the preheating below 200 ℃ welding, whether by manual arc welding or TIG welding on the surface or inside the joint it will crack. P91 has Large cold tendencies, it should preheat 200 ~ 250 ℃to avoid the occurrence of cold cracks. In the welding process it will produce hot cracks [2]. Therefore, P91 steel poor solderability, when welding it should be strict preheated before welding, heat hydrogen treated after welding, control the welding line energy, heat treatment after welding and other technical measures to ensure the quality of welding.
Manual argon arc welding at bottom &manual arc welding filling, cover.
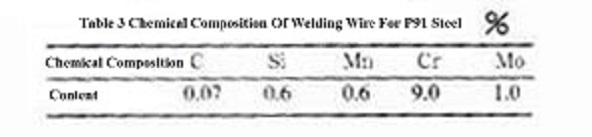
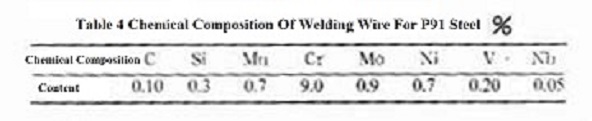
Welding wire, welding rods are importedfrom Germany, material grade CM9-IG (AWS ER 505), FOX C9MV. See the chemical composition in Table 3 and Table4.
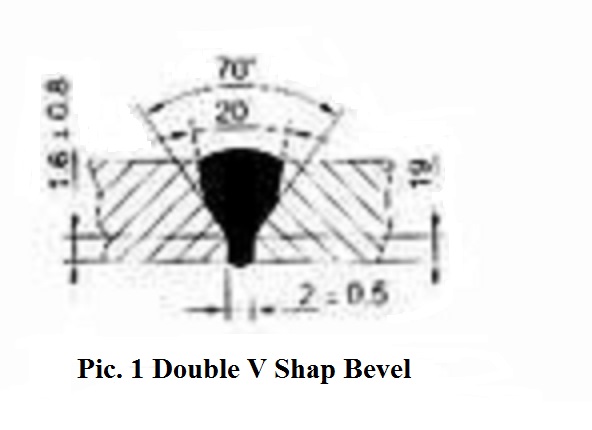
Bevelled ends are single sided & doubleV-shaped, the lower bevelling angle 35 °, the upper beveling angle 10 °, blunt edge thickness is 1.6 ± 0.8,the gap opposite gap is 2 ± 0.5, see Pic. 1.
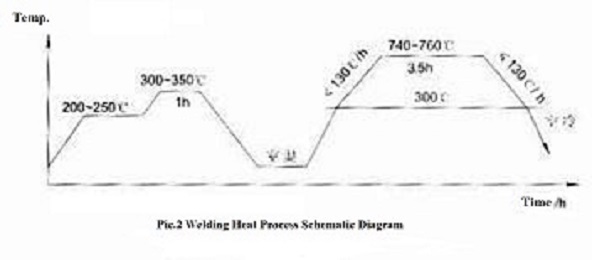
Preheating temperature: 200 ~ 250 ℃; interlayertemperature: 250 ~ 350 ℃; after heat treatment: temperature 300 ~ 350 ℃, heat 1h;heat treatment: temperature 740 ~ 760 ℃, heating rate andcooling rate does not exceed 130 ℃ / H, insulation 3.5h. See Pic. 2.
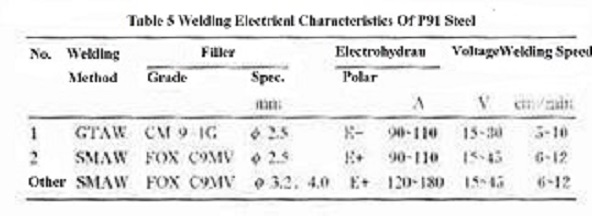
P91 steel welding electricalcharacteristics in Table 5.
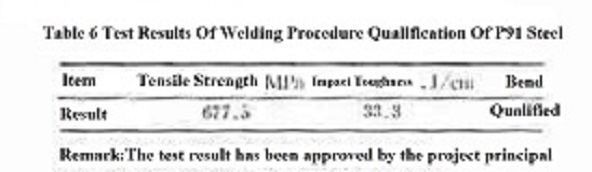
P91 steel welding process evaluation testresults in Table 6.
First of all, you should formulate a formal welding process according to the welding process assessment results, then assess the welder who hold the P91 steel welding qualification certificate,according to the assessment results to determine the A335 P91 pipe welding workwelder, and asked them to work strictly in accordance with Welding process during welding process.
Being dried for 1h in the 350 ℃ temperaturebefore the using of electrodes, and then put them into the incubator forinsulation, with the take with the access to the electrode into the insulationbarrel, and keep electricity insulation in the course of the using. Weldingwire surface should be clean up, no oil, water, rust and other dirt.
Welded joint type should meet therequirements of designing, bevels and both sides of 50mm should be cleanedbefore welding
When docking, the pipeline should be laidfirmly, The align deviation value should be less than 1mm, Counterpart clearance should be less than2mm. Welder ground wire can not be lap on the pipe (pipe fittings) or supportcasually, in case the arc cause by loose contact damages the pipe, So it shouldbe fixed on the pipe (pipe fittings) with copper clip.
Firstly, before welding, the pipe should bepreheated with infrared track heating sheet coated with asbestos; the bevelsand its both sides of the 500mm range should be preheated to 200 ~ 250 ℃, andmonitor temperature changes via the thermocouple. After that, bottom argon arc.in order to prevent the root of the weld oxidizing or over burning.Before bottomargon arc welding, filled the pipeline withdry argon, more than 99.9% purity, to discharge the aire inside of thepipeline. Then manual arc welding is performed
In the process of welding, the weldingprocedure regulations shall be strictly enforced, and the welding line energy,interlayer temperature and welding layer thickness shall be strictly controlled,and the sanding and cleaning work between layers shall be done well. Thesupervision personnel on-site supervision.
After welding immediately after the heat ofhydrogen treatment, the specific method is to cover the asbestos with the weld,heated to 300 ~ 350 ℃, heat 1h, then slow to room temperature. And then heat treatment,the whole furnace heating, tempering temperature control in the 740 ~ 760 ℃, theheating rate does not exceed 130 ℃ / h, insulation 5h, after the control cooling, cooling rate of notmore than 130 ℃ / h, down to 300 ℃ When the baked natural air-cooled.
After welding, the hot hydrogen treatmentis carried out immediately. The concrete method is to wrap the welding seamwith asbestos and heat to 300~350 DEG C, keep heating for 1H, and then cooldown to room temperature. Then draw the temper, heating furnace Integrally,temperature controlled from 740 to 760 DEG C, the heating rate does not exceed130 degrees /h, keep heating for 5h , then control cooling, cryopreservationrate is no more than 130 DEG /h. When temperature to 300 DEG C, draw out offurnace, cooling in air naturally.
Weld quality will be inspected accordingClass I weld inspection standards, inspection content and requirements are:
A)Appearance, according to DL5007"power construction and acceptance of technical specifications" ClassI weld appearance quality standards acceptance.
B) Non-destructive testing, according toJB4730 on the weld 100% ultrasonic (UT), magnetic powder (MT) testing, Class Iqualified.
C) Hardness no more than 340HV10;
D) Metallographic, requiring no cracks, noburned tissue, no hardened martensite, no net precipitates and reticular tissue;
E) The composition of the weld metal alloywas analyzed by 100% spectral analysis.
 Send Email
Send Email How can I help you ?
How can I help you ? What can I do for you ?
What can I do for you ?