Email:sales@chrome-moly-pipe.com
Need help? Contact Us! +86 13733279413
Email:sales@chrome-moly-pipe.com
Need help? Contact Us! +86 13733279413


A335 P11 is an alloy steel code issued by the ASTM (ASTM). The nominal component is 25Cr-0.5Mo. The mechanical properties of P11 alloy steel tubes are of great significance to ensure the safe operation of chemical plants, especially to the stability of high temperature and high pressure pipelines in petrochemical enterprises. In addition, P11 alloy steel pipe can be recycled 100%, in line with environmental protection, energy conservation and resource conservation national strategic policy.
A335 P11 and other chromium molybdenum alloy steel pipe shall have quality certification documents, quality certification documents include the following content:
1) Material standard code
2) Material specification, brand and characteristic data
3) Material batch number and supply status
4) Name of manufacturer
5) Inspection mark
Before A335 P11 and other alloy steel pipes are used, the materials, specifications and grades should be checked, and the quality inspection shall be carried out
Meet the following requirements:
1) Surface shall not be cracked, folded,hairline, sandwich, scab and other defects
2) The depth of surface corrosion, dent,scratch and other mechanical damage shall not exceed the standard deviation ofthe thickness allowed by the corresponding product standards
3) With the identification according to theproduct specification
Tungsten arc welding and electrode arcwelding are used in welding. Two inches above the pipe welding joints fordocking, generally uses the argon arc welding, arc welding screen welding; thinwalled tube below two inches form of welded joints for socket welding filletwelding, the argon.
The selection of welding materials shouldbe based on the chemical composition, mechanical properties, as well as the useand welding conditions of the welded steel. The ER80S-B2 welding wire and theE8018-B2 welding rod are selected in the evaluation of 09-28. However, fordissimilar welded joints of P11 or carbon steel or other chromium molybdenumalloy steels, welding materials can be selected for steels with lower alloycontent.
The welding electrical properties andprocess parameters of alloy steel are shown in Table 1 below:
The contact and welding sequence is shownin table 1:

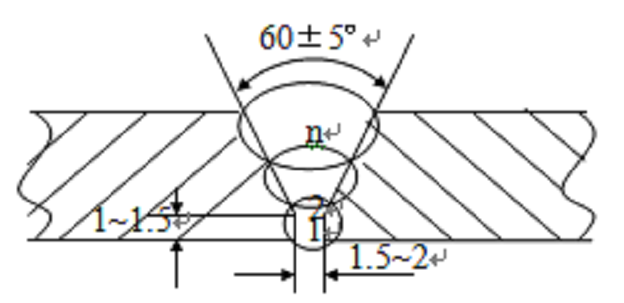
Pic 1. shows the node and the welding order
Note: welding sequence is GTAW, bottomingSMAW, welding finished 1 ~ n layers in turn.
Welders who join P11 and other chromiummolybdenum alloy steels shall be tested in accordance with the regulations onexamination and management of boilers, pressure vessels, pressure pipes,welders. The qualified welder can undertake the welding work of thecorresponding project.
4.3 Preparation before welding
Preparation before welding, including bevellingpreparation, group alignment and location, which is the same as that of plain carbon steel.
Welding operation shall be carried outwithin the range of welding procedure requirements. Moreover, the P11 steelpipe with a wall thickness greater than 10mm shall be preheated before weldingand the preheating temperature is 150~200 degrees. When the weldment reachesthe preheating temperature, it shall be welded in time, and each weld shall bewelded continuously before the preheating temperature is maintained. Whenwelding parts reach preheating temperature, welding should be carried out intime. After welding, the weld shall be cleaned at once, removed welding slag,spatter and so on.
The design documents for P11 and otherchromium molybdenum alloy steels generally require that the heat treatment forstress relief shall be carried out immediately after welding. The heattreatment temperature of P11 alloy steel is 700~750 DEG C, and the minimumconstant temperature time is not 2h. The heating rate and cooling rate of heattreatment shall comply with the following requirements:
1) Heating up to 300 DEG C, the heatingrate should be calculated at 5125/T. /h, and not greater than 220 /h;
2) During the constant temperature, thetemperature of each measuring point should be within the range prescribed bythe heat treatment temperature, and the difference shall not be greater than 50degrees centigrade;
3) The cooling rate after constanttemperature should be calculated at 6500/T. /h, and not greater than 260 /h.After 300 degrees of cooling, it can be cooled naturally. (Note: T is theactual thickness of the pipe mm)
The welding bead which can not be treatedimmediately shall be treated immediately after welding at 300~350 DEG C andtime 10 ~ 15min after welding, and then be kept cool until the roomtemperature. After welding, the welds shall be inspected and no defects such ascracks are identified. The welding procedure shall be carried out in accordancewith the original welding procedure, and the post welding heat treatment shall becarried out after the conditions are met.
According to the code requirements, thewelded joints shall be tested for hardness after welding and heat affectedzone. The Brinell hardness of the P11 weld and heat affected zone shall notexceed 225 after heat treatment, and shall be re treated for the welds whichfail to be tested in hardness.
The hardness test after heat treatment isalso a work that can not be ignored, and it will directly affect theinstallation schedule of P11 steel pipe. According to SH/T 3501-2011, 100%hardness test shall be carried out in the weld and heat affected zone. Butaccording to GB 50517-2010 "metallic piping in petrochemical engineeringconstruction quality acceptance norms" requirements, in the heat treatmentof each heat treatment furnace can be spot welded joint 10% hardness testing,which will reduce part of the workload. But for small diameter pipe and anglejoint, hardness test is difficult because of the limitation of instrument diameterand detection space
P11 and other chromium molybdenum alloysteels belong to the materials which tend to produce delayed cracks and reheatcracks. Nondestructive testing shall be carried out after the welding iscompleted, 24h and heat treatment are completed. It is necessary to point outthat the pipeline is SHA1, SHA2, SHB1 level and SHB2 level pipeline buttwelding, according to the provisions of 3501-2011 and SH/T for internal defectdetection (detection method of RT or UT) and surface defect detection(detection method of PT or MT), which is different from carbon steel andstainless steel.
In the construction process, the mostattention should be paid to the mixing of carbon steel and carbon steel. Onceit happens, there is a huge safety hazard in high temperature and high pressureconditions. So in the construction process should set up special materialmanagement, paint the color code on P11 and other special steel according tothe relevant provisions, and manage the P11 and other alloy steel’ s releasing.We should also strengthen supervision and inspection of on-site construction toprevent the occurrence of mixing materials.
Another noteworthy is the distribution anduse of welding materials, welding materials in order to avoid mistake, SH/T3501-2011 and GB 50517-2010 specifications are prescribed to detection of eachline extraction at least two chemical composition of the weld, the currentdetection method is mainly used in fast spectroscopy.
 Send Email
Send Email How can I help you ?
How can I help you ? What can I do for you ?
What can I do for you ?